Copyright © 2023 Ляонинская компания научно - технического развития
Китай Кароттаж при бурении/Сопротивление бурению Поставщик


Введение в изделие:
использование безмагнитной нержавеющей стали P550 (австрийский SBS) с удельным сопротивлением бурения. Этот материал обладает высокой стойкостью и вязкостью, а также высокой коррозионной стойкостью в буровой среде. Он также имеет такие характеристики, как низкая магнитная проницаемость и высокое сопротивление. Из – за затвердевания при холодной обработке перманганцевой стали резка относительно сложна. Однако использование технологии высокотемпературного отжига может изменить зернистость, форму и распределение карбида, тем самым улучшив его режущие свойства. Затем в производстве и изготовлении продукции применяется процесс мягкого окисления газа, который еще больше повышает твердость его поверхности, увеличивает износостойкость и продлевает срок службы детали. Бурильные трубы содержат несколько защитных отсеков датчиков со сложной геометрической формой и точностью обработки до IT6, таких как защитный отсек для настройки цепей, защитный отсек для настройки антенны и защитный отсек для гамма – датчиков.Кароттаж при бурении
Технические показатели
Внешний диаметр инструмента 6 – 3 / 4 (172мм)
Применяется ствол 8 – 3 / 8 – 10 – 50 / 8 (213 мм – 270 мм)
Длинный ствол 8 – 2 / 2 (216 мм)
Застежка соединительного зажима типа NC50 (резьба нефтяных буровых труб API)
Температурная стойкость 175°C
Давление 140 МПа
Относительная проницаемость μR < 1.005
Анализ обработки
Структурные трудности, связанные с принятием таких документов, заключаются в следующем:
Контроль линейности резьбового отверстия трубы обусловлен точностью обработки оборудования для бурения пистолета 1 мм на метр. Однако механическая конструкция прибора имеет структурные дефекты, и допустимая погрешность линейности не допускается в пределах 0,5 мм на глубине резьбового отверстия около 1,7 м. Точность обработки превышает точность обработки оборудования.
Меры и планы
Метод линейного контроля в основном основан на мониторинге толщиномера в реальном времени. На основе измерения толщины стенки определяется направление шины отверстия. Если обнаруживается небольшое отклонение шины от траектории, оператор может по опыту определить погрешность отклонения. Товары изгибаются в соответствии с направлением отклонения, так что обработка удлиненной шины восстанавливается до толщины проектной стенки. Когда толщина стенки удлинительной шины соответствует проектным требованиям, оператор может ослабить зажим и, естественно, продолжить обработку. Используя этот метод мониторинга в реальном времени и своевременной коррекции, можно контролировать небольшое отклонение шины, чтобы соответствовать проектным требованиям линейности с отклонением 0,5 мм / м.

Анализ обработки соединительных резьбовых конструкций
Введение в изделие
Этот прибор использует цифровую резьбу API NC50 в качестве соединительной резьбы. Это резьба, значение которой в дюймах составляет одну десятую от среднего диаметра на базе резьбы. Все спецификации резьбы имеют форму треугольника с плоской крышей V – 0.038R, которая характеризуется радиусом круглого дна зуба 0038 дюйма (0965 мм). Цифровая резьба является предпочтительной резьбой, рекомендованной API, с двумя типами резьб 1: 6 и 1: 4 на выбор, для квадратных буровых труб, буровых труб, буровых труб и других инструментов для бурения. Компенсационный крутящий момент – 33,5 KN.M, давление гидравлических щипцов – 5,5 Mpa
Технические показатели
Зубной код V – 0.038R
Шаг винта P = 6,35 мм (4)
Конус 1: 6
Высота исходного зуба H = 5.487 мм
Высота зуба hs = 3.095 мм
Высота выравнивания верхней части зуба: Ч cn = ч cs = 1.426 мм.
Ширина верхней части зуба Fcn = Fcs = 1.651
Высота выравнивания зубов Chrn = CHR = 0965mm
Круглый радиус r = 0.381
радиус дуги основания зуба R = 0.965
Анализ обработки
Из – за большого шага резьбы, жесткость станка ограничена, если используется обычный метод прямой обработки имитации, поверхность резьбы может легко генерировать вибрационный нож, что приводит к тому, что чистота резьбы не соответствует проектным требованиям. Директива по обработке резьбы G76 с ЧПУ, способ подачи, односторонний регрессивный вход с углом задержки, преимущество этого метода заключается в том, что процесс обработки всегда был односторонним резанием инструмента, сопротивление резанию и прямой метод имеют больше преимуществ, недостаток инструмента режущий боковой режущий усилие увеличивается, подходит для резьбы до 6 мм
Меры и планы
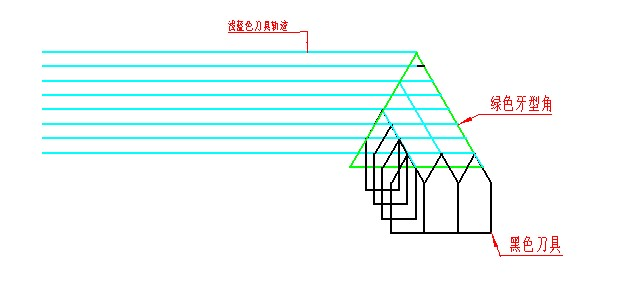
Используя резьбовую обработку с ЧПУ для односторонней подачи команды G76, высота зуба делится на 3 равные части, а большой тип резьбы рассматривается как обработка нескольких совпадающих мелких резьбовых резьб. Используя 3 диаграммы G76 справа), этот метод требует вычисления начала цикла в соответствии с углом типа зуба, так что точка расслоения совпадает с углом резьбового инструмента, избегая перерезания резьбы и увеличивая сопротивление.
 |
 |